
AUMUND NEWS 9//2021 – Products. Projects. Progress
AUMUND Fördertechnik
20 Years of Conversions – AUMUND success story continues

It is important to consider modifications to existing conveying equipment, both for technological reasons and for operational cost-effectiveness. The proof is in the 2,100 conversions which have been carried out by the AUMUND Group over the past 20 years, mainly on conveying equipment originally made by other manufacturers all over the world. The conveying specialists at AUMUND Fördertechnik GmbH focus principally on belt and chain bucket elevators and pan conveyors. Based on many years of experience, AUMUND conversion business has seen five significant stages of successive development. The first step was taken in 2001 with modernisations carried out on machines it had previously supplied. The latest of the five stages has seen the creation in 2020 of the AUMUND CompetenceCentre Conversions, where the conversion know-how of the internationally operating Group of companies is bundled. AUMUND categorises each individual conversion for it to be carried out in one of its three Conversion Levels: I, II and III.
History and on-going development
Stage 1
20 years ago Franz-W. Aumund, Managing Shareholder of AUMUND Fördertechnik GmbH, had a simple and at the same time brilliant idea: instead of supplying spare parts for bucket elevators which have been in operation for decades, and are no longer operating under current standards of technology, these machines should be
modernised to bring them up to date with the latest developments, and modified using the newest parts. The advantages are clear: outdated chain ranges need no longer be kept in stock, and the spare parts portfolio can be streamlined to contain only the latest parts on the market. Customers benefit from a technological upgrade of their plant, which adds value. The Conversion Department of AUMUND Fördertechnik carried out 25 conversions in its first year of existence, 2001.
The 3-Level Strategy is determined by the interfaces which define a project
The fundamental consideration in any conversion project is the interfacing between existing, repurposed, and new components. The interface situation is the factor by which AUMUND determines the conversion level. Level I consists of a simple exchange of key components such as chain or belt. This type of conversion is only possible if the original machine is of an identical or sufficiently similar construction to an AUMUND machine, and if the basic conveying principle corresponds to the AUMUND principle.
The AUMUND Conversion Levels
Level I: Exchange of key components such as chain or belt. Only possible if structure and function principle of the components are identical or sufficiently similar to AUMUND technology.
Level II: Machine is completely gutted and only the shell will be re-used. Required if structure and function principle have tobe adapted to AUMUND technology, or if an increase in performance is required.
Level III: Only parts of the shell and external structures will be re-used. Geometry such as centre distance is modified.
If this is not the case, a conversion according to Level II must be carried out, and the original machine will be completely gutted with only the shell being re-used. This type of conversion may lead to increased performance and/or improvements in energy efficiency.
If the machine is changed substantially by the conversion, the range of safety measures to be implemented will be significantly influenced. A change is considered to be substantial if new hazards or risks are present which cannot be eliminated or sufficiently minimised by simple protective measures. In this case a risk analysis must be carried out for the conversion to the same extent as it would be for new equipment. If the change is not substantial, the assumption can be made that the safety of the original machine will not be influenced by the conversion.
Case study: Belt Bucket Elevator Conversion Level I
The problem: A customer reports a belt rupture on a belt bucket elevator made by a manufacturer other than AUMUND. As the bucket elevator is out of operation the customer is forced to stop the complete production line in its cement plant. In order to keep the loss of production to a minimum a new belt must be supplied as soon as possible.
The original machine: The bucket elevator is almost 25 years old and was manufactured by a company no longer in existence. It was used for conveying up to 50 t of raw meal per hour at temperatures ranging from approx. 80 to 100°C, to a height of 25 m.
Scope of supply: Heat-resistant bucket elevator belt, clamping connection, profile rubber strips, bucket fixing materials, friction lining.
Replacing the friction lining on a belt bucket elevator not fabricated by AUMUND can often be quite a challenge. If the friction lining cannot be replaced, for example if the dimensions are not compatible, a new drive drum must be supplied, which of course is more involved and more expensive. In the case in question the existing shell of the drive drum could be re-used by vulcanising a new friction lining onto it. If such parts can be re-used, more complex measures can be avoided and valuable time can be saved. An additional advantage is that the reconditioned parts can be reinserted without the risk of encountering dimensional problems at the interfaces. Buckets, steelwork, drive, drive drum and tension drum are re-used.
Belt production: With its own belt warehouses, and belt production carried out at several of its locations, AUMUND can react swiftly to such emergency situations. The belt production locations are stocked with standard AUMUND hole pattern templates as well as those most frequently required for conversions of third-party manufactured equipment. In this case however, the required hole pattern template was not available so the belt punching had to take place externally. The holes in the belt must always correspond to the hole pattern of the existing buckets, so that these can be re-installed. The AUMUND engineers will always make a belt drawing for this.
Delivery: AUMUND won the order as it was the only supplier capable of providing the belt within 14 days. The main factor in determining the delivery period in this case was the external belt punching requirement. Despite this, only nine days elapsed between receipt of the order and delivery of the belt. Supervisors from AUMUND Group Field Service GmbH carried out the conversion in shifts around the clock and had the bucket elevator back in operation in only five days.
Stage 2
After stage 1, where technology upgrades of AUMUND machines and mainly Level I conversions were the focus, stage 2 saw an increase in the volume of conversions carried out on machines originally manufactured by others, which had to be implemented as Level II conversions.
From 2005 to 2009 the average number of conversions carried out per year almost doubled. The increased success generated growth in interest in conversions by AUMUND. Alongside the upgrading of wear parts and provision of spare parts by the AUMUND After Sales Service, energy efficiency is a third criteria which plays a large part in the decision to carry out a conversion.
Reasons for a conversion
– Technology update
– Increase in performance
– Reduction of operating cost
– Original supplier no longer in existence (spare parts no longer available)
– Alternative spare parts supplier sought
– Change in geometry required
A change in conveying principle, i.e. from a scooping bucket elevator to an AUMUND Bucket Elevator with direct filling, can improve the energy efficiency of the machine for the long-term. This leads to a reduction in operating costs. Another contributory factor to the attractiveness of conversions is the fact that concerns often consider investment in conversions as operating costs, therefore these measures are easier to approve and implement than procurement of capital equipment. This effect is further enhanced in economically challenging times, such as the current consequences of the coronavirus pandemic. In times of lower CAPEX budgets, a conversion to the latest standards, which can be covered by OPEX, is often an attractive alternative to new equipment.
Other examples of reasons for a conversion are that the original supplier is no longer operating and therefore it is difficult to obtain spare parts, or the customer has other reasons for seeking an alternative supplier for spare parts, or an increase in performance or an update to technology is required. In terms of sustainability, alongside improved energy efficiency, reuse of existing parts is also an advantage. These measures contribute to an overall reduced carbon footprint of the modified machine in comparison to a new machine.
Stage 3
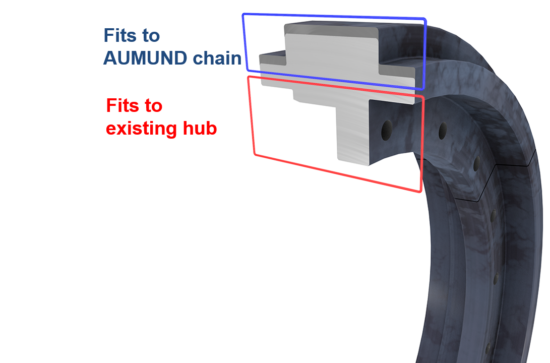
In order to simplify conversions of other manufacturers’ machines and to keep the costs as low as possible for customers, AUMUND introduced in development stage 3 in 2010 a set of standards for the Level I conversion of the most frequently modified non-AUMUND machines. Alongside a range of standardised parts,
(see illustrations 1 and 2) measuring tools were introduced which simplified the dimensioning of the existing parts (see illustration 3). As a result of these measures the number of conversions per year increased to over 100 in 2011 and the following years. This stage of evolution resulted in a further increase of almost 50% of the annual average.


Illustrations 1, 2 and 3: using measuring tools
Stage 4
In order to optimise the processes and to standardise them internationally, the 4th development stage started in 2016, to extend and improve standardisation so that a uniform conversion could be offered for an even wider range of machines. Although belt and chain bucket elevators make up the majority of machines converted, machines from the entire AUMUND portfolio, such as pan conveyors, drag chain conveyors and discharge machines, have also been modified over the years. Today the AUMUND conversion programme covers the complete range of AUMUND products and of course also many machines made by other manufacturers. During this phase the number of conversions carried out on average per year was increased again by more than 50%. 2017 saw the highest number of machines modified so far in one calendar year, at 199. 2020 was not far behind though. Currently 2021 is set to reach the target of over 200 annual conversions.
Stage 5
In the course of the 5th stage, the AUMUND Conversions CompetenceCentre was inaugurated in 2020, to centralise, coordinate and support the global strategic development of conversions. With the same aim, AUMUND Fördertechnik added headcount in Global Business Development. The Conversions CompetenceCentre promotes internal exchange of experience by organising regular online meetings of the conversion experts in all international locations of the AUMUND Group, and works with the support of the whole network on the development of new and existing standards. In this context a pivotal role is played by the use of the digital PREMAS® 4.0 System for predictive maintenance and to train inspectors and site personnel to provide on-site advice to the benefit of customers.
The AUMUND Conversions CompetenceCentre also places an important focus on the subject of safety, which has been a high priority since the beginning of conversion activities. With the aid of a systematic residual risk analysis the safety of every conversion can be assured, even projects with quite critical safety aspects such as conversions of bucket elevators with central discharge or conversions including performance updates or centre distance increase.
All phases of the conversion projects are implemented in conjunction with AUMUND Group Field Service GmbH, which can also offer remote services adapted to the current situation. As well as the conversion, a thorough examination of the existing structures and adjacent equipment interfacing with the modified centre distance is carried out. AUMUND conversions therefore not only mean added value in terms of technology updates, but they also facilitate improvements in plant and process safety.
Foto Galery of AUMUND Conversions worldwide










Contact
If we can help you with any further information, please use the contact form to get in touch.
You will receive an immediate automated acknowledgement, and we will respond to your enquiry as soon as possible.
Many thanks
AUMUND. SCHADE. SAMSON.