
AUMUND NEWS 7//2021 – Products. Projects. Progress
AUMUND Fördertechnik
AUMUND: Leading Technology Specialist in Hot Conveying and Cooling of Direct Reduction Products

As an international supplier of specialist conveying technology for metallurgical processes in the iron and non-iron smelting industry, AUMUND Fördertechnik GmbH is an established provider of solutions for handling hot, abrasive and chemically reactive bulk materials. Much of this innovative equipment has helped AUMUND to become a technological leader, with patented solutions driven by market pressure from strict energy efficiency and environmental standards in the steel industry.
Steel production is responsible for around 7 percent of global CO2 emissions, a large portion of which results from processing steel from iron ore, particularly in China, India, Japan, South Korea, Russia and the EU countries which in 2018 generated 90 percent of the world’s CO2 emissions between them, by producing steel with coking coal. The pressure on the steel industry from climate and energy efficiency policies continues to grow, and the decarbonisation trend is growing.
Intensive efforts are being made to develop low CO2 producing processes such as replacing coal with electricity or hydrogen, and capturing and storing or using the CO2. At the beginning of the 2000s, direct reduction established itself as a viable large-scale alternative to the classic blast furnace process. Direct reduction by natural gas produces pig iron from iron ore pellets. Depending on the technology used, either DRI (Direct Reduced Iron) or HBI (Hot Briquetted Iron) is produced. The operators of direct reduction plants avail themselves of highly innovative solutions for handling these products in the cooling and charging processes.
Global crude steel production reached 1,864 Billion tonnes in 2020, around 110 million tonnes or approximately 6 percent of which was produced using direct reduction technology. This percentage will be higher in 2021. The 6 percent of direct reduction products is divided between DRI and HBI at a ratio of 5 to 1.
Unlike the classic blast furnace route, where steel is produced in an oxygen converter, direct reduction uses an electro arc furnace, the DR-EAF route, which can process both DRI and HBI. Among the direct reduction processes in use, the technology from MIDREX, USA, has been predominant since the 1970s. In this process the pellets are subjected to heat and methane gasification. The oxygen is reduced, and pig iron is produced as sponge iron, the DRI product, which can be further processed to become top of the range high quality steel.
An important contribution, which enables both considerable improvements in production, and savings in energy, is the connection of the direct reduction plant with the EAF in the Melt shop by continuous feeding with a Hot Material Conveyor. The AUMUND Hot DRI Charging system transports the DRI straight from the MIDREX direct reduction shaft furnace, using a heat-insulated AUMUND Bucket Apron Conveyor under inert conditions, directly to the EAF in the steel plant.

The challenges of conveying hot DRI
The major benefits of charging hot DRI into the EAF are reduced power consumption and shorter melting cycle times. The greatest temperature losses of transported hot materials occur at the transfer points, during feeding onto the conveying equipment and when discharging into the surge bins and melting vessel, rather than during conveying itself. With the use of conventional large buckets or pots there are various sources of temperature loss: the buckets or pots are handled without being covered, and heat escape via the surface is high. Even greater losses occur during the opening and swinging of the furnace roof during conventional charging. In addition, the time required for opening and closing is a loss in terms of metallurgical operation or energy entry. The challenge for hot DRI transportation is not only that the material is hot, but also that it must be kept in an inert, non-oxidizing atmosphere.
Depending on the plant layout and the conveying distance and capacity, mechanical conveying of hot material represents the most appropriate solution for modern applications. Pneumatic transportation systems are well suited for small capacities, but are more expensive to purchase, require much more power and maintenance, and have complicated start and stop procedures.
Mechanical conveying combines the advantages of a closed system with the benefits of hot charging into the furnace vessel. The inert gas system integrated into the conveyor prevents re-oxidation of the material. During operation the conveyor adapts to the operation sequences. A push button is all that is needed to start it.

The conveyor capacity is linked to the geometry of the conveying system: the greater the lift, the smaller the conveying capacity. With limited space the conveyor is usually as steep as possible. Along horizontal sections, a capacity of 1,200 tph is no problem, but when vertical lift is required, the capacity drops accordingly.
Currently the systems are designed with an inclination up to 60°. Conveying capacities of 210 tph up to an elevation of nearly 100 m, and 400 tph up to 80 m have already been carried out. The design always targets maximum filling of the conveyor buckets to optimise the ratio of volume to surface area. The lift limit is dictated by the chain strength since the whole installation is essentially attached to the chains.
Over the past few years AUMUND has developed chains which offer specific breaking strength of a minimum of 3,000 kN for each single chain, the strongest in the world. Special know-how, particularly with material temperatures up to 1,100°C, is required for the design of such a chain, and many years of research and development have been put into this feature. A multitude of issues have to be considered, including materials used, lubricants, drives, mechanical components and safety devices.
A further important feature, the air seal provided by the inert gas shrouding system, has constantly been improved to enable dust to be contained inside the system and oxygen kept outside.
A completely closed conveying system has been developed, using special covering and sealing combined with the inert gas system. No dust is emitted from the conveyor and no spillage is generated underneath. Dust can be collected at defined areas with a common exhaust air system. The precise quantity of inert gas, such as nitrogen or off-gases, not containing oxygen or carbon monoxide, can only be determined during operation. For safety reasons it is recommended to use an excess of gas on start-up. Special sensors monitor the safe operation and the oxygen content inside the system. The off-gas temperature, within certain limits, reflects the material temperature. No specialised tools, staff or equipment are required.
AUMUND patented cooling and conveying of HBI
To convey and cool HBI, hot briquetted sponge iron, the patented AUMUND mist cooling process is used. The HBI is sprayed with water mist on an AUMUND Flat Plate Conveyor and cooled down from say 800°C to 100°C in a way which does not damage the material (HBI-Slow-Cooling). The first installation of this type of was supplied by AUMUND to Venezuela in 2006. Further HBI projects followed in Russia and USA.
In the meantime, this technology has reached such a degree of maturity through the continuous optimisation of details that it is increasingly favoured over conventional solutions, both by operators and general contractors.
The patented AUMUND method is to feed the HBI onto a metallic plate conveyor and to arrange it evenly using special conveying technology. Cooling is achieved by the production of steam, which disperses the heat. Thermodynamic modelling is adjusted individually to each application to calculate the exact quantity of steam required for the capacity of the plant.
This optimised use of vapour drastically reduces the amount of water required so that practically no fluid is present, which is a huge advantage for plants with limited water supply. There are points at which the water vapour can be extracted by suction and if required re-used in the circuit. With the use of water vapour an inert protective atmosphere is created around the HBI, which minimises re-oxidisation and loss by metallisation. The amount of heat which can be extracted by the specific enthalpy of the water vapour is greater than that achieved by conventional quench cooling.
Cooling with the calculated quantity of water vapour does not produce the shock effect of cooling in a quench bath. Therefore, equipment to this design was found to produce lower amounts of dust and fine particles in the exhaust gas, which in turn means less wear on downstream filter and ventilator equipment.
Product quality is the priority
AUMUND has its own software to calculate the geometrical design of the Cooling Conveyor according to requirements and conditions. As well as the length and width, the final temperature can be determined in advance in connection with conveying speed.
A maximum temperature below 100°C is required for the transportation of HBI to its interim storage facility and onwards by ship or rail. Product moisture content also has a considerable influence on possible redox reactions, therefore the AUMUND solution concept can be enhanced by an optional product drying line, integrated at the end of the cooling line, to preserve the quality of the HBI product.
Reduction of CO2 emissions: “AUMUND is at the centre of this process”
The iron and steel industry is one of the core markets of the Metallurgy Division of AUMUND Fördertechnik GmbH. It is an industry facing the enormous technological challenge posed by climate policies necessitating the reduction of CO2 emissions and the creation of energy sustainability.
“AUMUND Metallurgy is making its contribution and is at the centre of this process, because the proportion of direct reduction products such as HBI being used as charge in the blast furnaces of the steel industry is increasing. This leads to a reduction in usage of sinter and coke, which in turn reduces the level of CO2 emissions,” explains Dipl.-Ing. Matthias Moritz, Sales Director AUMUND Fördertechnik. The fact that DRI is also introduced into the DR-EAF routes when it is hot again lowers energy consumption by up to 130 kWh/t of crude steel and contributes to a significant increase in productivity in the alternative, or sustainable manufacture of steel.
“With its many references in DRI and HBI Conveying and Process Technology, AUMUND has already made a successful contribution to projects in the Middle East, Algeria, India, Russia, USA and South Korea. Currently North Africa is a market with potential. At present and in the near future, the largest plants in the world for DRI products are being built in Algeria, Egypt and Libya. In the interim phase, i.e. until the universal adoption of hydrogen-powered steel production, these plants will be important suppliers of climate-friendly input materials to European steel producers,” continues Matthias Moritz, describing the international situation.
Further solutions for agglomeration processes, sintering and pelletizing
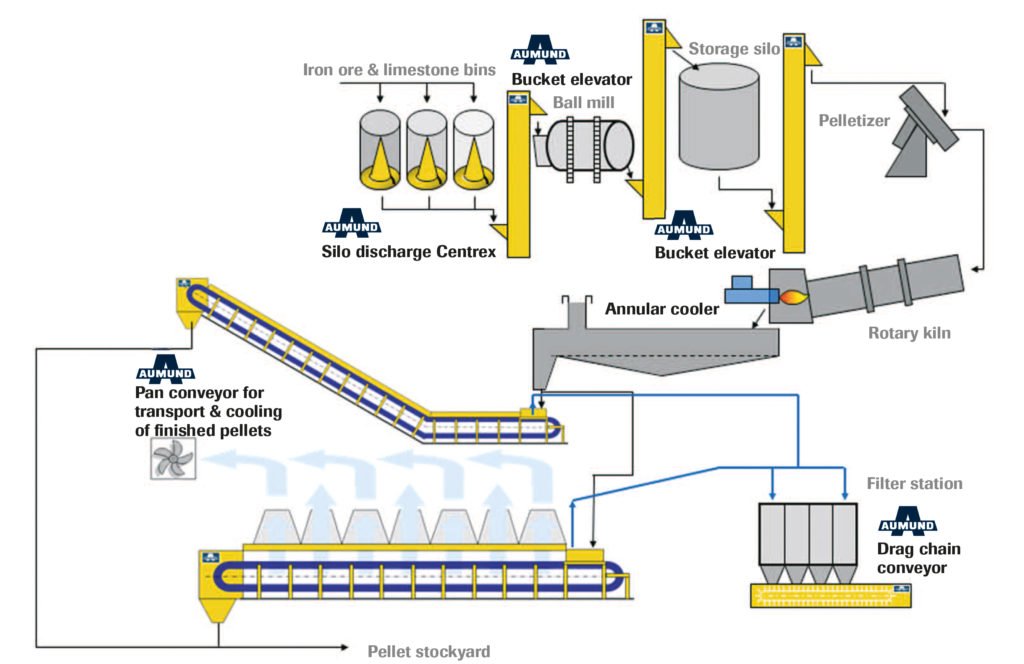
AUMUND also offers conveying solutions in the iron and steel industry for handling and extraction of the iron oxide material which is produced in agglomeration processes. One example is the conveying of sinter between the sintering machine and the cooler. Another is transportation of iron ore pellets with AUMUND Pan Conveyors. In particular, when production increases and the cooling capacity of existing stationary equipment reaches its limit, the AUMUND idea of an extended cooling zone with an AUMUND Linear Air Cooler is a very interesting, efficient and cost-effective approach for many pellet producers, when they compare it with other alternatives which would consume more capital and operating expenditure.







Contact
If we can help you with any further information, please use the contact form to get in touch.
You will receive an immediate automated acknowledgement, and we will respond to your enquiry as soon as possible.
Many thanks
AUMUND. SCHADE. SAMSON.