
AUMUND NEWS 1/2023 – Products. Projects. Progress
AUMUND Fördertechnik
Conveying technology for Direct Reduction
Dependable interface in steel production processes

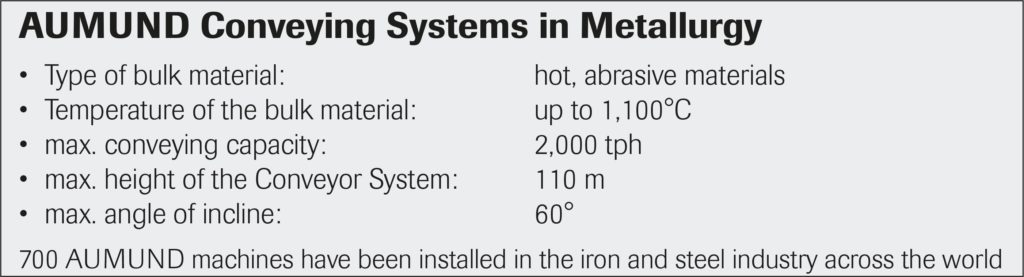
AUMUND conveying equipment for hot and abrasive bulk materials connects important stages in the steel production process. In direct reduction plants it can transport hot DRI directly into the electric arc furnace. In sinter plants it conveys material at temperatures of up to 1,000°C. HBI or pellets are cooled down to below 100°C on Cooling Conveyors. AUMUND conveying equipment is associated with the complete material transportation route, and its technology supports energy saving and waste heat recovery. AUMUND conveying equipment for hot and abrasive bulk materials connects important stages in the steel production process. In direct reduction plants it can transport hot DRI directly into the electric arc furnace. In sinter plants it conveys material at temperatures of up to 1,000°C. HBI or pellets are cooled down to below 100°C on Cooling Conveyors. AUMUND conveying equipment is associated with the complete material transportation route, and its technology supports energy saving and waste heat recovery.
Internationally AUMUND Fördertechnik has proved itself with more than 700 references in the iron and steel industry. With correct planning and integration into the application, its optimised conveying systems guarantee an increase in efficiency of the whole plant. They not only save the operators considerable energy costs, (up to 120 or 150 kWh per tonne of liquid steel), but have been proven to increase productivity up to 20 percent in the case of direct charging into the EAF. Matthias Moritz, Sales Director of the Metallurgy Division at AUMUND, summarises as follows, “Our many years of engineering experience with sophisticated processes in metallurgy bring improvements in product technology which can be measured tangibly by plant operators.”
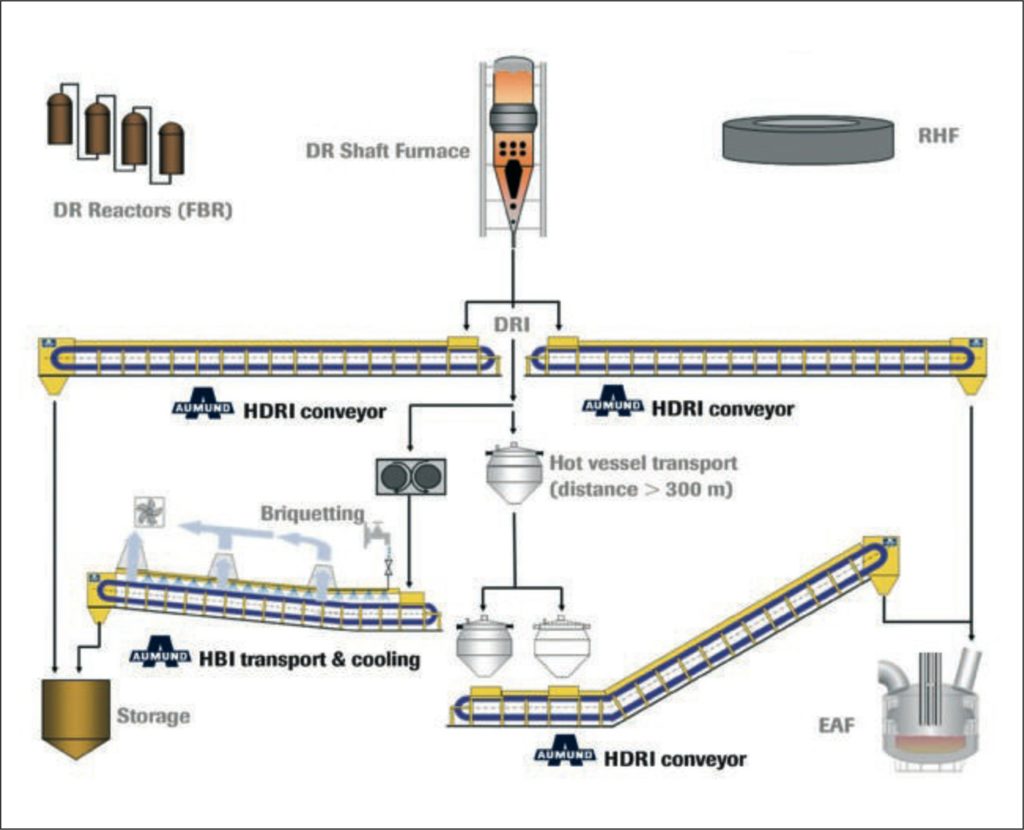
Conveying technology for Hot DRI – material transport with almost no heat loss
The first plant in the world to put into operation continuous conveying of hot material between the direct reduction and the steel plant is at a location in the Middle East. AUMUND Direct Charging prevents not only the heat loss caused by the conventional opening and closing of the furnace, but also guarantees shorter tapping sequences.
Contrary to traditional charging with buckets, the heat insulated AUMUND conveyor is a closed system, which provides the electric arc furnace with a continuous flow of material. DRI with temperatures of up to 800°C is transported on the conveyor from the Midrex shaft furnace to the charging point of the EAF.

For direct charging AUMUND uses a heat-insulated Bucket Apron Conveyor to transport the material. It conveys the DRI in an inert atmosphere, which avoids all contact with the air outside, thus preventing re-oxidation. An advantage of the enclosed system compared with pneumatic conveying concepts is its considerably lower energy consumption and reduced maintenance requirements. The AUMUND equipment is automated. Sensors monitor the temperature and condition of the material on the conveyor. The seal keeps any dust inside the conveying system until it is discharged at defined points and fed into a filter system.
The geometry of the conveying system can be adapted to operating processes and bulk material capacities. Temperatures up to 1,000°C can be handled without problems, and the incline of a conveyor can be as much as 60 degrees. The largest constructed conveying height of a Bucket Apron Conveyor for hot DRI so far is 110 m. “The lifting height and the conveying capacity of the equipment are limited only by the strength of the chains,” says Frank Reddemann, Senior Manager in the Metallurgy Division. He continues,“Our chains have a tensile strength of up to 3,000 kilonewtons per chain. AUMUND develops the chains for its conveying systems itself.”
In the case of the direct reduction plant in the Middle East, the conveying capacity is around 250 tph with a conveying height of 47 m and an incline angle of 34 degrees. The equipment has been in operation now for more than 15 years without any significant conveying-related stoppages. AUMUND Hot DRI Equipment, both for processes in shaft and rotary hearth furnaces and also in fluidised bed technology, are installed in South Korea, Egypt, India, Algeria and in some Arabian countries.
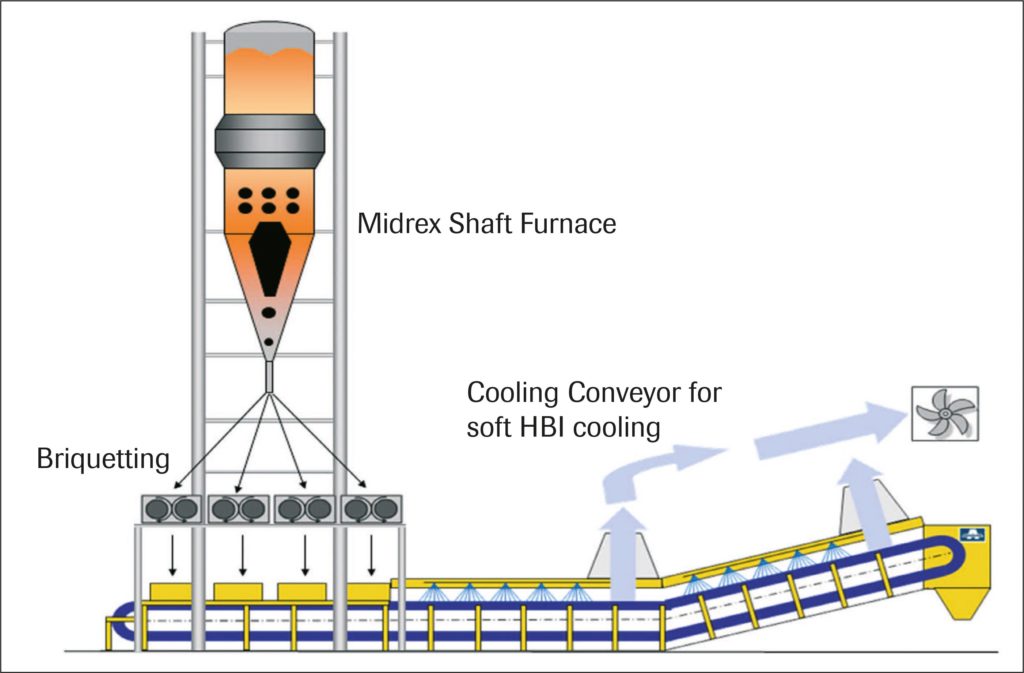
HBI Conveying with patented Cooling System
For conveying and cooling of HBI (hot briquetted sponge iron) five Cooling Conveyors will be installed in a European steel mill. The equipment has a conveying capacity of up to 256 tph and slowly reduces the temperature of the material as it is conveyed, from 750°C to 100°C.
AUMUND uses a patented cooling process for the cooling of HBI, which requires very little water. The HBI can have a temperature of up to 900°C when, after being briquetted, it is fed onto and evenly distributed on the conveyor. On a defined conveying length, cooling is achieved by water mist which also dissipates the heat produced. The geometry of the Cooling Conveyor and the quantity of vapour are determined exactly according to the capacity of the plant. The water vapour in the enclosed system creates an inert protective atmosphere, which prevents reoxidation of the HBI.

In comparison to conventional cooling in a water bath, cooling with water vapour is much more efficient, as the water requirement can be drastically reduced, thermal stress on the equipment is lower, and less equipment is required. The water can be reintegrated into the circuit with only the physically induced shortfall to be offset. AUMUND conveying equipment therefore not only provides a clean solution but also sustainability in terms of heat efficiency and water consumption.
Cooling with caution in the Pan Conveyor (slow cooling) reduces the amount of dust and fines in the exhaust gas and also has a positive effect on the quality of the product. An additional drying line at the end of the cooling line removes the last remaining moisture from the material. The material having been cooled to below 100°C can now be transported onwards or kept in buffer storage.
AUMUND HBI Conveying Systems are suitable for conveying capacities of up to 300 tph. They are in operation in steel plants in Venezuela, Korea, Russia and USA. Frank Reddemann explains, “The final design of the conveying technology is always a tailormade, individual concept for the particular situation. Early consultation of AUMUND specialists in the planning stages promises the security of an economically sustainable solution. Operators appreciate the reliability of our compact conveying systems and the low running costs.”
Conveying Systems for Sintering and Pelleting plants
Vibratory conveyors are often used at the discharge of sinter plants. If existing equipment is modified, adjustments are usually required in order to meet today’s demands on safety and noise control.
A further challenge for operators is presented when troughs need to be replaced because of wear, as this requires the whole plant to be stopped.
After the cooler, belt conveyors are often used for ongoing transportation, but as the temperatures of sinter coming from the cooler have been rising over the years, belt replacements have become more and more frequently required.
AUMUND Pan Conveyors transport sinter from the sintering plant to the ring cooler at temperatures of 1,000°C. The overlapping sections of the Pan Conveyor are designed for continuous transportation of fine-grained material and of particle sizes up to 250 mm, and prevent disintegration of the hot sinter. No water is required to cool the sinter, and in comparison with vibratory conveyors the AUMUND Conveyors have a lower noise level. These are optimised characteristics of Pan Conveyors for such sinter applications, and they counteract both ageing and chemical modification of the plants. The Conveyors can transport up to 1,500 t of sinter per hour.
“Adaptation and optimisation of existing sinter plants can bring a significant increase in performance,” says Matthias Moritz, and continues, “Steel Pan Conveyors transport the very hot and abrasive sinter material reliably. Some of our AUMUND conveying equipment has been working for ten years with very little maintenance requirement.” In particular, in modernisations of the sintering machine or the cooler, the conveyors bridge the distance between the old and new parts of the equipment. AUMUND Conveying Systems are found in sintering plants in Germany, Austria, the Netherlands, Japan, Russia and other countries.
A similar scenario to sintering plants in terms of age and conditions can be observed in pelleting plants, where as a standard, belt conveyors are used after the cooler, which were originally designed for material temperatures of 100°C and are now being confronted with temperatures of 600°C and above, due to capacity increases of the overall plant in recent years. The consequence is rapid wear. Matthias Moritz says, “The Pan Conveyor by AUMUND is a safe alternative to the belt conveyor for material transportation. It prevents the added costs connected with stoppages. That is why the selection of the correct conveying system is so significant.”
Systems for the transportation and storage of raw materials complete the AUMUND product range, enabling the company to provide optimised plant technology for the required application throughout the entire process of iron and steel production.
AUMUND editorial published in Stahl+Technik 11/12 2022 in German language (translation by AUMUND Fördertechnik GmbH)







Contact
If we can help you with any further information, please use the contact form to get in touch.
You will receive an immediate automated acknowledgement, and we will respond to your enquiry as soon as possible.
Many thanks
AUMUND. SCHADE. SAMSON.