
AUMUND CHAINS for AUMUND MACHINES
Dipl.-Ing. Christian Kirschniok, Germany, 1. December 2018
AUMUND Fördertechnik
AUMUND Forged Chains
Forged chains were developed by AUMUND over 40 years ago as the central chain for a bucket elevator. Until then, chain technology had been adapted from crawler tracks such as used in construction machinery, which proved less suitable for the long downtimes that are to be expected, significant dynamic loads and large conveying capacities. By the beginning of the 1980s, the new forged links with running surfaces and loose angular bucket brackets patented by AUMUND were coming into use. Since then these chains have continuously been developed and successfully installed in over 3,000 bucket elevators. This steady and scrupulous development evolves alongside the customers’ conveying technology requirements. A bucket elevator is considered as a system in which the traction element, the specific conveying task and the secondary components are all perfectly matched.
Quality – Reliability – Longevity
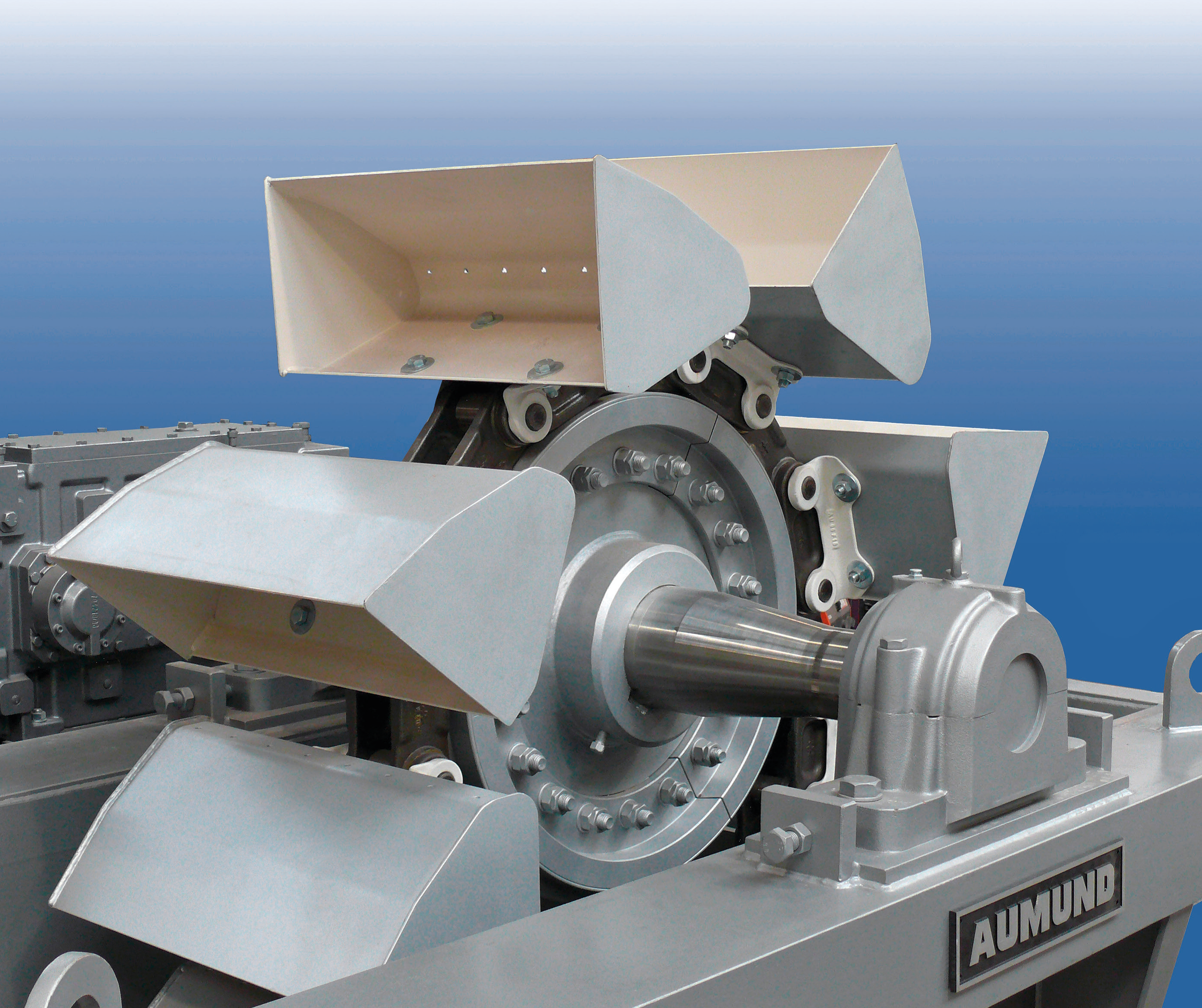
The primary objective is always to achieve the longest operating lifetime with the lowest possible wear and maintenance. The commonly-known conveying chain, constructed for decades, with outer links, inner links, bolts and bushes, has been adapted perfectly to suit the requirements of a high-speed bucket elevator. The small and sometimes unspectacular steps made in development, be it in design, choice of material, individual design features such as joint labyrinths, running surfaces or three-point support, all culminated in an optimised solution. Each bucket elevator system component has been through every development stage, “from primitive, to complicated, to simple”. After all, not only the AUMUND know-how, but also manufacturing is in-house, therefore full responsibility is from a single source (Photo 1).
Chain Components
The bushes and bolts create the joint surface which is subjected to high specific contact pressure and permanent wear from friction. During the course of time, particles of bulk material can get on to the surface and cause third-body wear, in addition to the classic bend and shear from the tensile strain. These complex challenges, in connection with different bucket elevator applications in terms of material, conveying capacity, centre distance and operating conditions, create big hurdles which can only be surmounted by extensive wear testing and fatigue strength experiments, ultimately resulting in optimised technical solutions (Photo 2).

Conveying Speed
The influence of the conveying speed, polygonal effect and the overall kinematics of the chain are considered. The secret recipe required for this contains not only the classic surface hardness and depth but also the combination of core strength and ductility. The material matching of both components, i.e. the bush and the bolt, is also of primary importance.
Inner and outer links are subject to tensile load, but at the same time strained by deformation by bend of the bolts and bushes. A further strain component is the shoulder support and the holes at the connection between outer link and bolt, as well as inner link and bush. Additionally, the chain runs around the drive and tension rings and the links take lateral strain.
The buckets are fixed to the chain by forged angular brackets on extended chain bolts, which are subject to strong dynamic loads. However thanks to the patented design of the brackets, vibrations are not transmitted to the buckets, thus preventing related damage.
The factory assembly of the chains is carried out in a very precise process on special tools and mechanisms so that the extremely stringent assembly tolerances, in particular in terms of torsion, straightness and articulation, that are required when manufacturing in series, always conform to the highest of standards.
The drive and tension rings are an integral part of the chain system. These are subject to high dynamic loads, and at the points of contact with the chain, also to mechanical wear. Detachable design, state-of-the-art manufacturing methods and selection of the best steel compositions, including heat treatment, substantiate AUMUND’s claims of long operating lifetimes and reliability.
Design and Calculation of the Chain
The steady development of forged bucket elevator chains is achieved by exhausting potential in every possible area, such as design improvements, best materials and material matching, improved manufacturing technology, specialised heat treatment and extreme precision in the parts going into serial production.
The design of the chains is based initially on classical analytical calculation methods. The chain is “built around the hinge-joint”. The surface pressure between the bolt and the bush determines the lengthening wear of the chain, so at this point the chain design is defined significantly by appropriate material matching and an optimised allocation of properties such as degree and depth of hardness. Progressing from there, the bearing cross sections of the links are predetermined by the designer. The subsequent design work of course also considers aspects to facilitate production and assembly. A basic check of the design of the components is undertaken with the analytical strength assessment of mechanical components known as the FKM guideline.
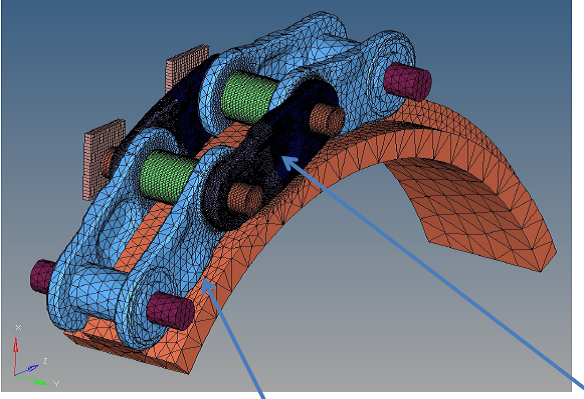
The design elaboration is supported and verified by modern methods such as FEM (finite element method) (Diagram 4), multi-body simulations and coupled simulations, which incorporate forces calculated with multi-body simulations directly into the FEM calculation.
Each newly developed AUMUND chain is subjected to extensive testing before being put into operation. It starts with testing the chain components (bushes, bolts and links) from a materials technology point of view. Subsequently tensile tests on the whole chain strand are carried out and supported by statistical evidence. Finally the fatigue strength tests are required, to determine the length of operational lifetime (Photo 3).
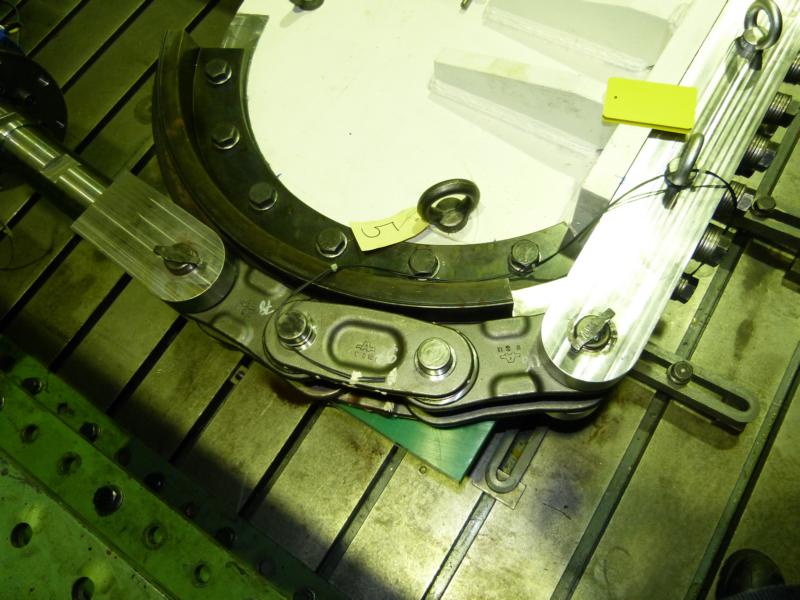
The resulting Stress-Number (S-N) curve, or Wöhler curve, describes the fatigue limits of the components. The relevant load spectra for the fatigue calculation are determined in field measurements and put into the validating calculations (Photos 4 and 5). The duration of resistance to wear is also determined by special tests, which simulate situations such as soiling of the joints or third-body wear (steel on steel with material, dust or other contaminants in between).


Bucket Elevator Central Chain System
Simulations, Trials and Field Tests
A high-speed bucket elevator with a forged central chain must be treated as a unit in its entirety. The loads that result from the material feed, scooping and discharge processes, the chain on the ring, polygon effects and other kinematics have to be taken into consideration. AUMUND is one of the pioneers in systematically using DEM (discrete element method) simulation to predict bulk solids movement. For over 12 years AUMUND has consistently been using and constantly refining this method by varying the parameters and closing the white spots on the bucket elevator system card. Nowadays the basic DEM simulations are coupled with further subsequent mathematical examinations, which determine the strengths and consequently the loads of the components.
Furthermore MBS (multibody simulations) of the chain run are used to determine the chain movement and the resulting loads (Diagram 6). The MBS are based on mathematical vibration models (Diagram 7), which are generated in many iteration stages by a complex computer programme. MBS has been used in mechanical engineering for a long time, being one of the methods by which drive chains are extensively examined. However, drive chains are not comparable with bucket elevator chains as they do not have to carry buckets or cope with varying loads from material feed and discharge. Also the dimensions, both of the components and achievable centre distances, are smaller. Therefore the bucket elevator chain system creates new challenges for existing computer programmes in terms of algorithms and required calculation capacities. Also in this area AUMUND is one of the pioneers of implementation, analysis of results and refining the process parameters, which are then validated by measurements of actual values on site.
Practical Pre-Launch Testing of a Newly Developed Chain
Before a newly developed chain is sent to market, numerous real-world tests are carried out. To this end AUMUND has its own testing station on its premises (Photo 6). Extreme but realistic operating conditions are simulated here, and at the same time the tests can be closely monitored. Furthermore practical tests are carried out on site with the cooperation of many AUMUND partners who have been using AUMUND high-speed bucket elevator technology for years whilst profiting from the advantages of long operating lifetimes and reliability under demanding working conditions.

Special Requirements
The “normal” chain load described above must be able to withstand more, often extreme operating conditions, in certain applications. Examples are high temperatures at 850°C or more in bulk materials, and also extremely low ambient temperatures of -40°C or even -50°C. The effects of certain specific bulk materials which tend to stick, clog, wear or have a high moisture content, must be carefully considered in the selection of the chain. Before a chain is allocated to an application, a thorough review of the operating conditions is carried out and results in an appropriately calculated chain. Central Chain Bucket Elevators from AUMUND are suitable for extreme situations, arising from dynamics, thermals, or even tribology (friction, wear) or a combination of these.
AUMUND Network Specialists
The know-how specific to any application and the findings of various calculations, simulations and tests are the realm of AUMUND. Particular individual examinations accompanied by AUMUND are carried out in some of the world’s leading universities and renowned specialist institutes.
Conclusion
AUMUND looks back on decades of experience in the field of conveying technology. What was started by Prof. Heinrich Aumund at the Technical Universities of Berlin and Gdansk, has continuously been developed. The heart of conveying technology, the chain and related know-how, which comes not only from application engineering, on-site experience and the constant development of the forged central bucket elevator chain system, has been taken to another level. The development of forged bucket elevator chains has reached the next stage and is characterised by fatigue strength, particularly long lifetime without wear, extreme robustness and reliability. The AUMUND high-speed bucket elevator system with a forged chain comes from a single source. AUMUND is the mechanical engineer as well as the chain manufacturer.







Contact
If we can help you with any further information, please use the contact form to get in touch.
You will receive an immediate automated acknowledgement, and we will respond to your enquiry as soon as possible.
Many thanks
AUMUND. SCHADE. SAMSON.